
























MESSAGE
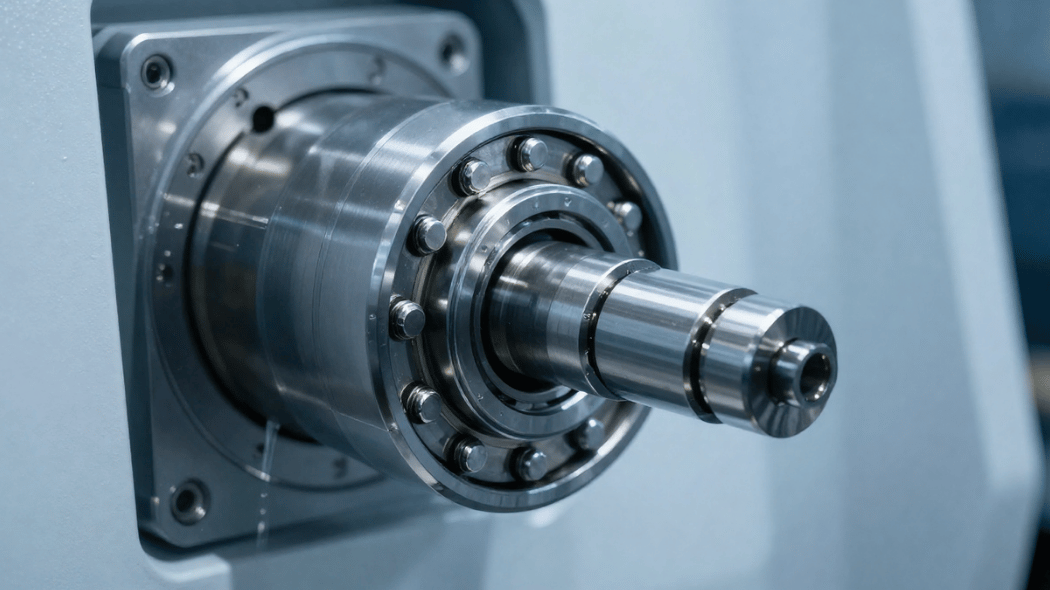
Precision bearings are critical components in modern industrial equipment, widely used in robotics, CNC machines, semiconductor manufacturing systems, and automated production lines. Under high-speed, high-load, and continuous operating conditions, the lubrication performance of bearings directly affects system accuracy, stability, and service life.
As industrial equipment continues to evolve toward higher speed and precision, the requirements for lubrication materials are also increasing. In many advanced applications, conventional lubrication methods are no longer sufficient to ensure long-term stable operation, making proper grease selection a key factor in system design.
Precision bearings typically operate under the following conditions:
These characteristics make lubrication performance extremely critical.

In practical applications, lubrication failure in precision bearings is often reflected as:
Insufficient or degraded lubrication film leads to direct metal-to-metal contact.
Higher friction increases heat generation during operation.
Poor lubrication accelerates wear on rolling elements and raceways.
For high-speed precision bearing applications, lubricants should meet the following requirements:
Stability under continuous operation is particularly important.
Precision bearings are widely used in:
Different applications require tailored lubrication solutions.
In advanced equipment systems, a single material solution is often insufficient.
A combined approach is commonly used:
This integrated material strategy significantly improves overall system reliability and performance.
As industrial equipment continues to evolve toward higher speed and precision, lubrication technology for precision bearings plays an increasingly important role in ensuring stable system operation.
Shenzhen Youbao Advanced Materials provides lubrication greases, functional coatings, and industrial adhesive solutions for precision bearings and advanced industrial equipment, helping customers improve performance and extend service life.
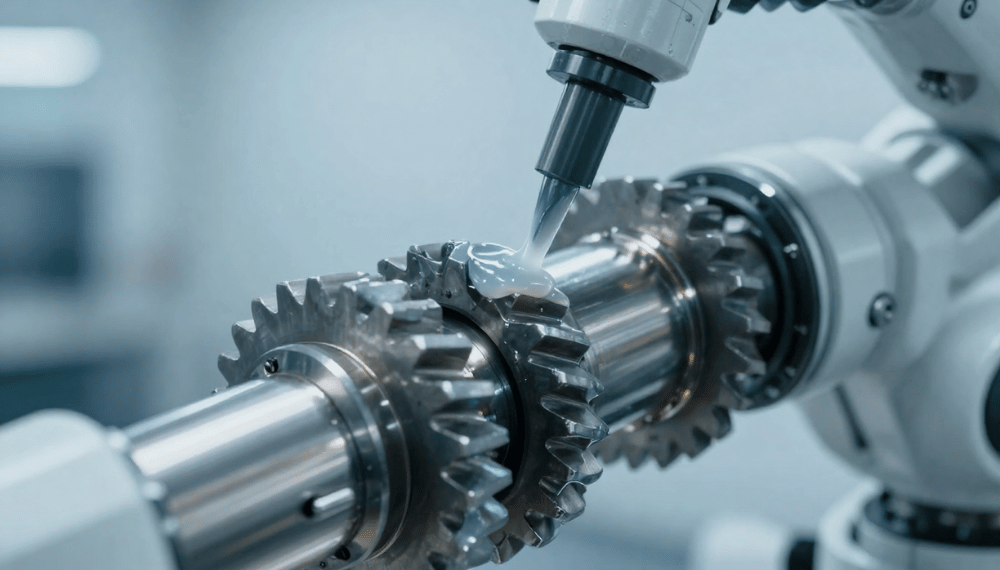
Harmonic drive systems are one of the most critical precision transmission components in industrial robots. Their performance directly affects positioning accuracy, motion stability, noise level, and overall service life of robotic systems.
Unlike conventional gear systems, harmonic drives operate under elastic deformation transmission mechanisms, which creates unique lubrication challenges under high-frequency motion and high-load conditions. Therefore, selecting the appropriate lubrication grease is essential for ensuring stable and long-term operation.
Harmonic drive systems typically operate under the following conditions:
These characteristics make lubrication performance highly sensitive to material selection.
In real-world robotic applications, insufficient lubrication performance may lead to several issues:
Breakdown of lubrication film can lead to direct metal contact and increased operational noise.
Continuous high-load operation accelerates wear on flex splines and gear surfaces.
Uneven lubrication may result in unstable torque transmission and reduced precision.
For harmonic drive applications, lubrication grease must meet strict performance requirements:
Under high-frequency micro-motion conditions, lubrication film stability is especially important.

Harmonic drives are widely used in:
Different applications require customized lubrication solutions based on load and motion characteristics.
In advanced robotic systems, lubrication grease alone may not fully meet long-term performance requirements.
A multi-material optimization approach is often used:
This combined material system significantly improves overall transmission reliability and service life.
As industrial robots continue to evolve toward higher precision and higher load capacity, lubrication technology for harmonic drive systems plays an increasingly important role in ensuring stable operation and long-term reliability.
Shenzhen Youbao Advanced Materials provides high-performance lubrication greases, functional coatings, and adhesive solutions for precision transmission systems in robotics and advanced industrial equipment, helping customers improve efficiency and equipment durability.
With the increasing application of industrial robots in modern manufacturing, system stability and reliability have become key concerns for end users.
In practical applications, many customers report issues such as abnormal noise in robot joints, slight motion hesitation, or reduced smoothness after long-term operation.
These problems often do not appear in the early stage but gradually become more noticeable over time, eventually affecting overall performance.
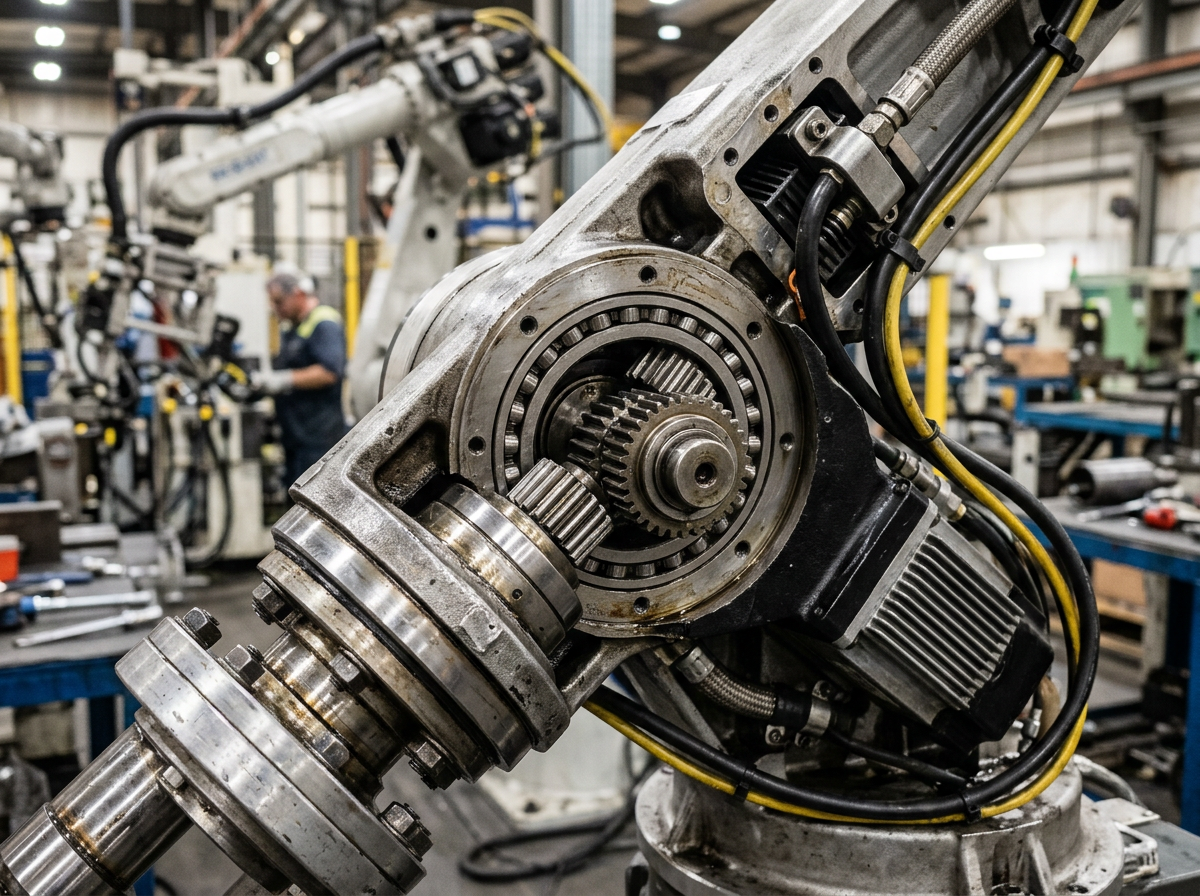
Robot joints typically consist of precision components such as bearings, gears, and harmonic reducers.
These components operate under continuous motion, variable loads, and complex working conditions, which place high demands on lubrication and material performance.
Even minor changes in friction or clearance can lead to vibration or noise amplification in precision systems.

From practical experience, these issues are usually not caused by a single factor but a combination of several conditions.
One of the main reasons is improper grease selection.
General-purpose lubricants may perform adequately under light loads, but their performance can degrade under long-term operation or demanding conditions.
Another factor is lubricant degradation over time.
Grease may experience evaporation, oil separation, or structural breakdown, leading to reduced lubrication efficiency.
In addition, some components operate in areas that are difficult to relubricate, which increases the risk of dry friction and wear.
Lubricating grease plays a critical role in ensuring smooth operation and extending service life.
Key requirements for robotic applications include:
Depending on the application, options such as low-noise grease, high-durability grease, or fluorinated grease are commonly used.

In high-load or hard-to-maintain areas, grease alone may not be sufficient to ensure long-term stability.
In such cases, anti-wear coatings or dry film coatings can be applied as a complementary solution.
These coatings form a protective layer on the surface, reducing direct metal-to-metal contact even under insufficient lubrication conditions.
They are particularly effective in:
In addition to lubrication and coatings, adhesives can also contribute to structural stability.
Structural adhesives or UV adhesives can help reduce micro-movements between components, improving overall rigidity and reducing vibration-induced noise.
Although adhesives are not the primary solution, they play an important supporting role in certain precision assemblies.
In real-world applications, better performance is often achieved through a combination of different materials:
This integrated approach helps improve system stability, reduce wear, and extend equipment lifespan.
Robot joint issues such as noise, vibration, or instability are typically the result of multiple interacting factors rather than a single cause.
By selecting appropriate lubricating grease, applying functional coatings, and using adhesives where necessary, overall system performance can be significantly improved.
For different industrial applications, 优宝新材料 provides comprehensive solutions including lubricants, adhesives, and functional coating materials.
In many industrial applications, abnormal noise during operation is a common issue.
Some equipment runs smoothly at the beginning, but after a period of use, noise gradually appears. This situation is quite typical, and we have seen it in various real-world cases.
Noise is often related to lubrication conditions. Inappropriate grease selection or insufficient lubrication may lead to increased friction.
In addition, loose structures or unstable connections can also cause vibration and noise.

For lubrication, it is recommended to use low-noise grease, high-performance grease, or fluorinated grease.
For structural stability, structural adhesives or UV adhesives can help reduce vibration.
By optimizing both lubrication and bonding, most noise issues can be effectively reduced.
In practical equipment operation, component wear is one of the key factors affecting performance and service life.
Many customers find that even after applying grease for lubrication, certain critical parts still experience noticeable wear over time. This situation is quite common, especially under high load or complex working conditions. We have seen similar cases in many real applications.
If not properly addressed, wear can gradually affect operational stability and increase maintenance costs.
From actual experience, wear issues are usually caused by multiple factors rather than a single reason.
One of the main factors is insufficient or unsuitable lubrication. In some conditions, grease may lose effectiveness due to evaporation, degradation, or long-term operation.
Another factor is localized working conditions. Some areas are difficult to re-lubricate, or may experience intermittent dry friction during operation.
Material compatibility can also play a role. When different materials are in contact, lack of proper surface protection may lead to increased friction and wear.
These issues are quite common in real-world applications, although they are often overlooked at the early stage.
In addition to grease, anti-wear coatings (such as dry film coatings) can be used as an effective supplementary solution.
These coatings form a stable protective layer on the surface, reducing direct contact between materials.
Compared with traditional lubrication, anti-wear coatings offer several advantages:
In many applications where lubrication is limited, coatings can play a critical role.
In practice, more applications are adopting a combined solution of grease and coatings.
Grease is mainly responsible for reducing friction and noise during operation, while coatings provide baseline protection, especially when lubrication becomes less effective.
For example, high-temperature grease, low-volatility grease, or fluorinated grease can be selected for demanding conditions.
At the same time, applying anti-wear coatings on key surfaces can further improve durability and stability.
This combined approach has become increasingly common in precision equipment and high-performance applications.

In some structures, adhesives can also help improve overall performance.
Using structural adhesives or epoxy adhesives can enhance bonding strength and reduce micro-movements between components.
This can indirectly reduce wear and improve long-term stability.
In practice, adhesives are often used as a complementary solution alongside lubrication and coatings.
Depending on working conditions, different material combinations can be applied:
Adjusting materials based on actual conditions usually leads to better performance.
Wear issues in equipment are rarely caused by a single factor.
By combining grease, functional coatings, and adhesives, it is possible to improve both performance and service life from multiple aspects.
For different applications, 优宝新材料 provides integrated solutions including lubrication materials, adhesives, and functional coatings.
In small devices like home appliances or smart equipment, sticky or resistant gear movement is quite common.
This issue can affect both performance and user experience.
Typical reasons include:
We’ve seen many cases where the issue was resolved simply by adjusting the lubrication.
For plastic gears, it’s important to use grease designed for low friction and material safety.
If the problem already exists, lubrication is usually the first thing to check.


















