
























在线留言
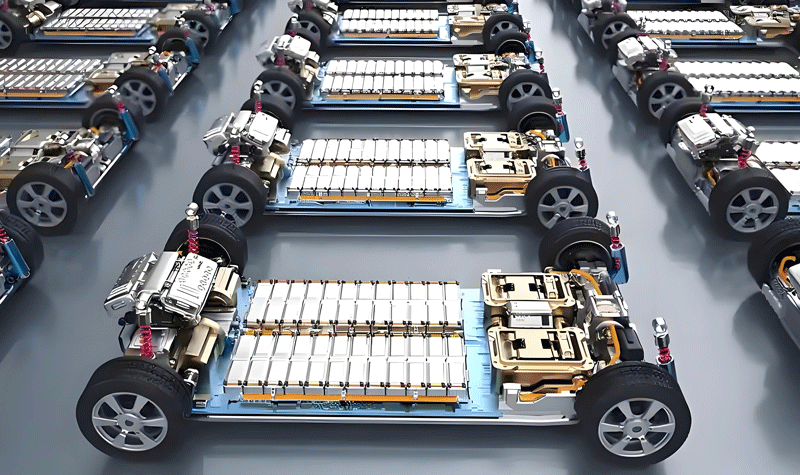
新能源汽车的核心是动力电池,电池包的组装质量直接影响整车安全与性能。在电池模组中,胶粘剂承担着粘接、固定、导热、灌封等多重角色。不同形状的电芯,对用胶方案的要求也各不相同。
圆柱形电池:定位与灌封并重
圆柱形电池组装中,导电片与模组壳体的粘接主要使用环氧结构胶或耐高温热熔胶。这类胶粘剂需满足-40℃至85℃的耐温要求,且能够快速定位。环氧结构胶气味低、耐疲劳性好,适合在小空间内大量使用;热熔胶初粘力强,但需要配套施胶设备。
电芯之间的灌封通常选用双组份导热灌封硅胶,起到固定电芯、减震、导热和阻燃的作用。灌封胶层柔韧,导热系数可调节,但整体灌封会增加电池包的重量和成本。
电芯底部的焊点保护,多采用UV胶或环氧保护胶。UV胶固化速度快,外观透明,对金属和塑料附着力好;环氧保护胶耐热性和电气性能优异,但固化速度受多种因素影响。
方形电池:结构粘接与导热为主
方形电池壳体粘接多选用耐高温热熔胶,实现快速定位和基材间的良好粘接。PA保护壳与铝芯的粘接则常用环氧结构胶,要求粘接强度达到5MPa以上,并在-40℃至85℃范围内保持耐振动、耐冲击的特性,操作时间控制在30到40分钟。
底板与电芯之间的导热应用,同样倾向于选用环氧结构胶,要求胶体具有触变性,导热性能良好,且能在室温下快速固化。

软包电池:兼顾柔韧与粘接
软包电池的电芯之间粘接,常见方案包括双组份聚氨酯结构胶、单组份有机硅胶和双组份硅胶。聚氨酯结构胶耐高低温、胶层柔韧、收缩率低,粘接强度高;单组份导热硅胶涂覆方便,但大面积使用时存在固化慢或内部不固化的问题;双组份硅胶固化效果好,但对施胶设备有一定要求,若采用小包装则成本偏高。
综合来看,动力电池用胶方案的选择,需要在粘接强度、导热性能、固化速度、工艺适配性和成本之间找到平衡。EUBO优宝针对圆柱形、方形和软包电池的不同应用场景,提供了匹配的胶粘剂解决方案,帮助制造企业在组装过程中兼顾效率与可靠性。


















